
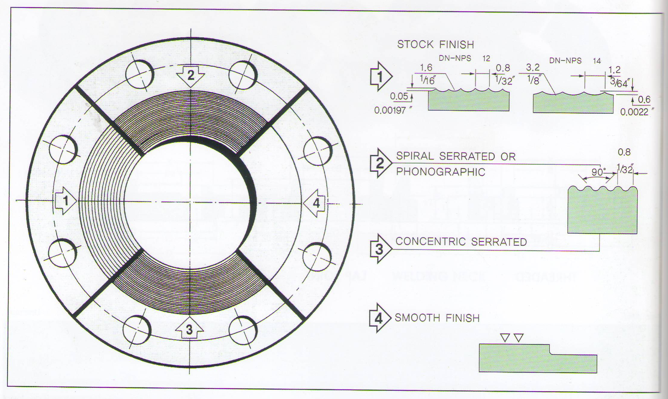
ACABAMENTO DO ESTOQUE:
O acabamento de junta mais utilizado, pois é praticamente adequado para todas as condições de serviço comuns. Este é um sulco espiral contínuo.
Flanges de tamanho 12″ (304,8mm) e menores são produzidos com uma ferramenta de ponta redonda de 1/16″ com avanço de 1/32″ por revolução.
Para tamanhos 14″ (355,6 mm) e maiores. o acabamento é feito com ferramenta de ponta redonda de 1/8″ com avanço de 3/64″ por revolução.
ESPIRAL SERRILHADA OU FONOGRÁFICA:
Este acabamento é produzido usando uma ferramenta de ponta redonda de 90°.
SERRILHADA CONCÊNTRICA:
Este acabamento é produzido usando uma ferramenta de ponta redonda de 90°.
ACABAMENTO SUAVE:
A ferramenta de corte utilizada deve ter raio aproximado de 0,06″.
O acabamento superficial resultante deverá ter 125μ polegadas a 250μ polegadas (ANSI B16.5 parágrafo 6.4;4.1)
1. ROSTO LEVANTADO. E GRANDE MACHO E FÊMEA
É usado um acabamento serrilhado concêntrico ou serrilhado em espiral com 34 a 64 ranhuras por polegada.
A ferramenta de corte empregada tem um raio aproximado de 0,06 pol.
O acabamento superficial resultante deverá ter uma rugosidade aproximada de 125 μ polegadas (3,2 μm) a 500 μ polegadas (12,5 μm)
2. LÍNGUA E GROOVE, E PEQUENOS MACHO E FÊMEA
A superfície de contato da junta não excede 125 μ pol. (3,2 μm) de rugosidade
3. JUNTA DE ANEL
A superfície da parede interna da ranhura da gaxeta não excede 63 μ pol. (1,6 μm) de rugosidade.
4.CEGO
Os flanges cegos não precisam ter faces no centro se, quando esta parte central for elevada, seu diâmetro for de pelo menos 1 pol.
menor que o diâmetro interno das conexões da classe de pressão correspondente.
Quando a parte central é pressionada, seu diâmetro não é maior que o diâmetro interno das conexões da classe de pressão correspondente.
A usinagem do centro deprimido não é necessária.
Horário da postagem: 02/09/2021